Technology Portfolio
Our extensive technology portfolio is built to help our customers achieve competitive advantage
GAS LIQUEFACTION
LNG – Liquefied Natural Gas
EnFlex offers a wide range of proprietary liquefied natural gas (LNG) processes suitable for both onshore and offshore LNG applications. Our processes and plant design expertise are widely known , and have been implemented in LNG projects throughout the world. We offer front-end design packages that can be tailored to the specific needs of a particular project or requirement of our clients.
LH2 – Liquefied Hydrogen
CRYOGENIC GAS SEPARATION
Olefins Production – Propane Dehydrogenation
EnFlex’ patented PSHS-PRO cryogenic separation technology is specifically designed for Honeywell UOP’s Oleflex™ Process to separate and recover propylene, iso-butylene, and hydrogen products. This state-of-the-art technology offers significant advantages over conventional technology by eliminating major issues related to flow distribution and plant operations
Hydrogen & Carbon Monoxide (HyCO) Production
EnFlex has developed several proprietary processes using partial condensation and methane wash methods to produce rich H2 and CO products from Syngas. Our plant design technology stems from professional adaption of the best industry processes and our years of engineering, design and start-up experience.
LNG
LNG is produced by taking natural gas from upstream production field, removing impurities, and chilling the gas (mainly methane) to -260°F (-161°C) so that it becomes a liquid. Once the natural gas becomes LNG, it only occupies about 1/600 the space of natural gas in its gaseous form, making it easy and safe for non-pressurized storage and transport. The principal use of LNG is for transportation natural gas to domestic and global markets, where it is regasified and distributed as pipeline natural gas or as fuel for natural gas vehicles.

sMR-Pro™
sMR-Pro™ is a single cycle mixed refrigerant process that includes a main HTX integrated in a coldbox, a heavy hydrocarbon removal column and a mixed refrigerant compressor.

pcsMR-PRO™
pcsMR-Pro™ is a mixed refrigerant process combined with a single refrigerant pre-cooling system.

nEXP-PRO™
nEXP-Pro™ is a nitrogen expansion process using nitrogen as refrigerant.
As an alternative configuration, a bull-gear compander can be used to replace the nitrogen recycle compressor and dual turbo-expanders

mEXP-PRO™
mEXP-Pro™ is a methane expansion process using self-generated boiling-off gas (BOG) from the LNG tank as refrigerant.
Both nitrogen expansion and methane expansion cycles are ideal for offshore floating or moored LNG applications.
Cryogenic Gas Separation
ON-PURPOSE PROPYLENE PRODUCTION
HYDROGEN/OLEFIN GAS SEPARATION
Enflex’ patented PSHS-ProTM separation technology is specially designed for Honeywell UOP’s Oleflex™ process to separate hydrogen from a hydrogen-olefin effluent gas stream, or called reactor effluent from the dehydrogenation unit, by cooling the effluent gas stream to appropriate cryogenic temperatures. The cryogenic temperatures are achieved by expanding the high-pressure effluent gas stream through two-stage expanders and by vaporizing the fresh feed hydrocarbons. The two-stage expanders are configured either as expander & compressor (PSHS Pro-I and Pro-II) or as expander & electric generator (PSHS Pro-III).
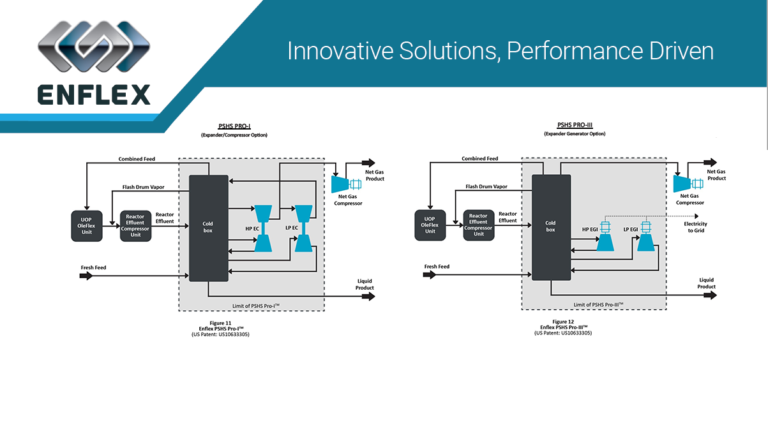
Our patented PSHS-Pro separation system is designed to separate the light components – mainly hydrogen, from the mixture to produce olefin richened Liquid Product. The residual hydrogen-rich vapor stream should be free of olefins and other heavy hydrocarbon components to minimize the loss of olefin components.
The PSHS-ProTM also features an highly reliable and robust main HTX that contains one or more custom-designed brazed aluminum heat exchangers. Each heat exchanger utilizes our staged liquid/vapor mixing configuration and proprietary liquid/vapor bar designs to ensure even distribution and mixing of the liquid and vapor streams, achieving the most optimal thermal performance.
A Expander-Compressor configuration is also available to maximize plant reliability and operability, reduce footprint and CAPEX, and provide significant power savings for the effluent compressor, effluent booster compressor, or the product gas compressor.
An external refrigeration configuration (mixed refrigerant or cascade refrigeration) is also available to provide additional plant flexibility to operate with lower recycled gas. EnFlex has extensive design and operation experience in both mixed refrigerant and cascade refrigeration systems.
HYDROGEN & CARBON MONOXIDE (HYCO) SEPARATION
Syngas, or synthesis gas, is a gas mixture consisting primarily of hydrogen (H2), carbon monoxide (CO), and very often some carbon dioxide (CO2), methane (CH4) and nitrogen (N2). The name comes from its use as intermediates in creating synthetic natural gas (SNG) and for producing ammonia or methanol.
The typical hydrogen and carbon monoxide (HyCO) separation includes two major processes: condensation and methane/nitrogen wash. For each process, the feed gas is first treated to remove any impurities that would freeze at cryogenic temperature. EnFlex has developed four proprietary cryogenic separation processes and systems configurations depending on the type and quality of feedstock and the required CO product specifications.
Natural Gas Processing
NGL AND LPG RECOVERY
Our proprietary gas processing technology stems from professional adaption of the best industry processes and our years of engineering, design, and startup experience. All the design features and know-how of our liquefaction and cryogenic separation technologies have been integrated into this gas processing design to provide the following advantages:
– Higher tolerance to carbon dioxide in the feed gas (up to 3% mol)
– Improved plant efficiency and reduced compression horsepower
– Operation flexibility and reliability to maximize profitability based on market conditions
– Improved mechanical and hydraulic design
– Optional external refrigeration system to handle large range of feed stream conditions
HELIUM RECOVERY
Enflex’ proprietary helium recovery process is designed to separate and recovery valuable crude helium product using either cryogenic fractionation or integrated LNG production methods.
The cryogenic fractionation process is suitable for feed gas with nitrogen concentration ranging from 10% mol to 80% mol. Optional external refrigeration system using mixed refrigerant can provide additional flexibility and robustness to handle fluctuations in feed gas composition and flow rate.
The integrated LNG production process recovers helium from the LNG flash gas using a nitrogen recovery unit. This system is suitable for feed gas with nitrogen concentration ranging from 3% mol to 30% mol.
